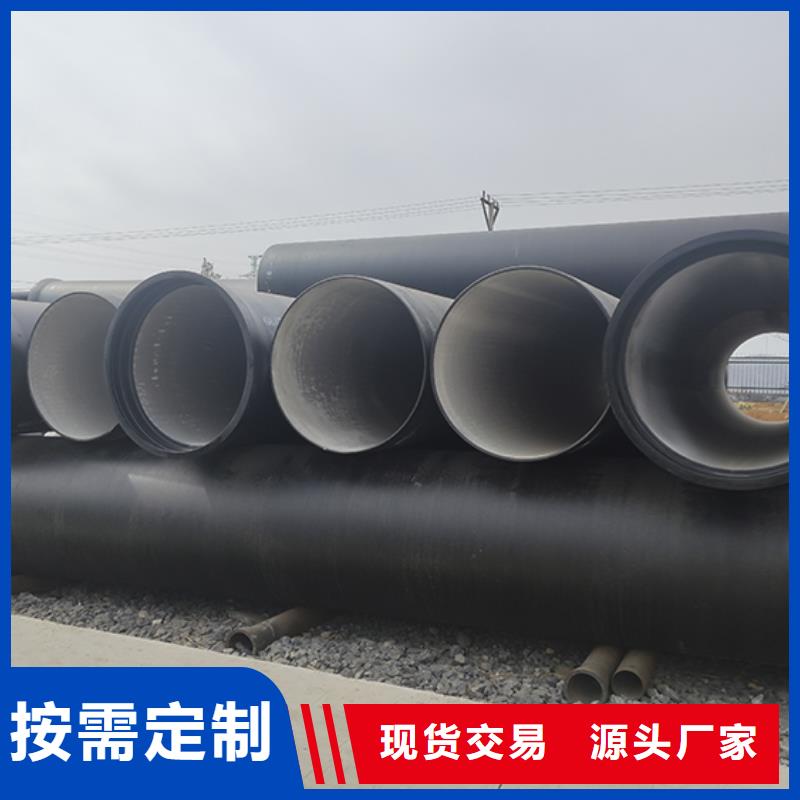

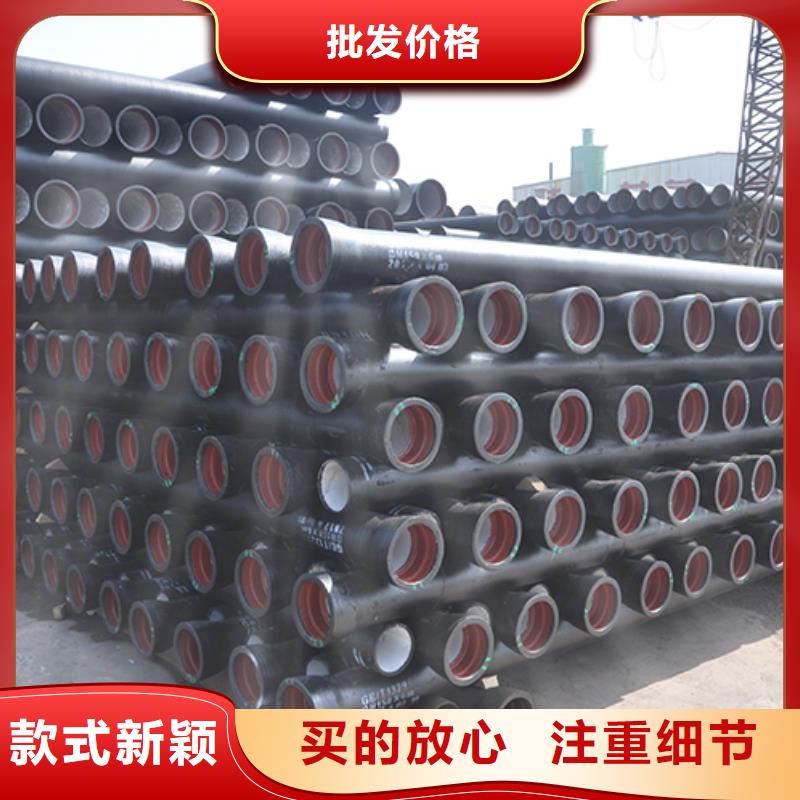




球墨铸铁管需要送检吗?球墨铸铁管检测知识球墨铸铁管使用前需要检测。球墨铸铁管是理想的城市供水管道,天然气管道网络,具有良好的塑性,耐腐蚀性强,钢铁的性能是必不可少的,是一个传统的铸铁管和普通钢管更新换代产品。球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等,是铸铁的一种,是一种铁、碳和硅的合金。中钢国检可以对球墨铸铁管进行全项检测。球墨铸铁管件分为:短管类、弯头类、三通类、四通类、变径类等及其它特殊管件。
球墨铸铁管通过检测成分分析,尺寸检验,表面质量检验,压力环试验,拉伸试验,硬度试验,水压试验,气密性试验,外防腐层的厚度等项目,把关质量。弹性模量是材料的工程应用、构件设计和科学研究等方面的重要物理,也是金属材料评定、选用以及加工工艺选择的主要依据。球墨铸铁管检测标准:
GB/T 13295-2013 水及燃气用球墨铸铁管、管件和附件
GB 223 钢铁及合金化学分析方法;
GB 228 金属拉伸试验方法;
GB 1348 球墨铸铁件;
GB 8715 柔性机械接口铸铁管件;
GB 231 金属布氏硬度试验法。
球墨铸铁管是一种铸铁管,球墨铸铁管中的石墨以球状存在。一般情况下,石墨的尺寸为6-7,铸铁管的质量要求控制球化水平为1-3(球化)。比率为“80%),那么球墨铸铁管制造商将前来与您讨论其特点!球墨铸铁管大量现货,欢迎采购在福建球墨铸铁管的铸造过程中,向铁水中加入少量镁,使铸铁中的鳞片石墨转变成球状,克服了鳞片石墨对铁基体连续性的阻碍作用,使铸铁具有良好的延展性、柔韧性和耐冲刷性管道浇铸过程中40G-50G的离心力使铁水中的杂质和气体充分排出,使管壁致密(7050Kg/m3)为确保标准公共服务壁厚的可靠性和性,在性能的前提下,原灰铁管的壁厚比原灰铁管的壁厚薄,原生产两条灰铁管的铁水可生产三条球墨铸铁管,节约了nat开发了铁资源,取得了显著的社会效益。由于球墨铸铁管的力学性能与10#钢管相近,其强度远高于灰铸铁管,是目前使用理想、不可缺少的给水管材之一。球墨铸铁管的缺点:球墨铸铁管的连接受操作水平、责任心等人为因素影响较大,施工不如PE管方便。PE管的优点:PE管具有良好的耐腐蚀性和比金属管更强的抗无机物性能s、 埋地敷设无需防腐,施工方便。小口径PE管性价比优于钢管和球墨铸铁管。PE管有缺点:苯、汽油、四氯化碳等有机溶剂对聚乙烯有一定影响。如果溶剂渗入聚乙烯,会发生溶胀,物理性能下降,耐压、耐温变性能差。
球墨铸铁管有很多方法做的,其中有有一种叫做衬树脂砂热模法,今天小编就跟大家分析下这种铸造方法。球墨铸铁管在离心铸造中有一种方法叫衬树脂砂热模法,此种方法并不多见,也不是常用法,它是将管模加热到160-220度,然后在管模内壁里边内衬上涂覆一层膜树脂砂,一般这一层的涂覆厚度掌握在3毫米到5毫米就可以,内壁管模上带有一些排气孔,这样在浇注铁水时覆膜砂时,产生一些气体泡会无故的淌出来。由于树脂砂衬可以做到保护作用,使球墨铸铁管的管模承受热复荷的力度,大大减少。这样可以使球墨铸铁管的管模寿命增长,此寿命在10000次以上/根,使用这种方法生产铸管的冷却速度比较慢,这样铸态组织中残留的碳体,只要稍微经过一下低温的退火处理,就可以得到想象中的金相组织和较高的力学性能。衬权脂砂热模法:这种铸造方法是50年代时,首次在日本实验成功的例子。到现在为止,我国内可以做到这种铸造方法没有几个。其中,我钢益管业可以用此铸造方法生产1000毫米到2600毫米的大口径球墨管。
球墨铸铁管熔炼工艺要求如下:出炉温度 高铬铸铁的熔点比一般铸铁高, 约为1200 ℃, 出炉温度约为1500 ℃, 熔炼选用中频感应电炉。炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规工艺进行。装料 一般按正常顺序加料, 先将灰生铁、钼铁等难熔铁合金装入炉底, 而后将废钢等按照下紧上松的原则装填 。球磨铸铁管送电熔化 将电炉功率调至进行熔化, 由于Cr 的熔炼损耗较大 , 故铬铁应在加入, 通常是待废钢全部熔化后加入烤红的铬铁。脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧。球墨铸铁管浇注 在中频感应炉中熔化, 温度不必太高,温度达到1480 ℃时即可出炉, 铁液在包内应停留一段时间进行镇静, 视工件大小不同可在1380 ~1410 ℃之间进行浇注。公司专业生产球墨铸管,产品质量可靠,服务,价格,想客户之所想,急客户之所急,欢迎前来咨询。